
本标准规定了水泥工业用回转烘干机的产品分类、技术要求、试验方法和检验规则、标志、包装、运输和贮存等。
本标准适用于烘干粘土、矿渣、石灰石和原煤等物料的水泥工业用回转烘干机,也适用于其他行业烘干类似物料的回转烘干机。
下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研,可使用这些文件的 版本。凡是不注日期的引用文件,其 版本适用于本标准。
形式与型号按国内外习惯规定如下:
h回转烘干机代号;
回字代表内部结构代号(挂链条式l,套筒式t,普通扬料板式为空);
口x口筒体长度,单位为米。
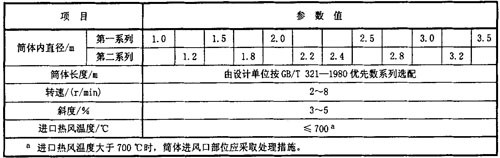
基本参数:基本参数推荐数值见下图:
烘干机应符合本标准的要求,并按照经规定程序批准的图样和技术文件制造。凡本标准,图样和技术文件未规定的技术要求,按照有关国家标准,行业通用标准执行。图样上未注公关尺寸的极限偏差,应按照相关规定,其中机械加工尺寸为c级,型钢焊接件非加工尺寸为v级。
材料应不低于有关规定,百度大于二十厘米的钢板不低于有gb/t700有关规定。
钢板表面质量应符合gb/t3274-1988的规定。简体段节作环向拼板时,沿整个圆周上的纵焊缝条数,直径小于等于二点五米的烘干机不应多于两条,直径大于二点五米的烘干机不应多于三条,最短拼板弧长不应小于1/4周长。筒体段节的最短长度不应小于800mm,在跨内数量不应多于一段,且不应布置在轮带附近。各想念筒体段节的纵向焊缝应相互错开,且错开弧长不应小于六百mm。出厂任意大段节端面处于圆周长公差为0.25%d,两想念大段节在接缝处的周长差不应大于0.20%d,且不应大于7mm。厂内整体制作身体同一断面上 直径与最小直径之差不应大于0.2%d。出厂的筒段两端对接的焊接坡口在制造厂加工,坡口形式按设计图样规定执行。



